

While many plasma arc cutting table operators choose to cut using a dry table, there are many advantages to wet cutting with a coolant such as GreenCut Plasma Fluid. There are even more advantages when you take it one step further and cut with the plate completely submerged in the coolant. Submerged cutting may be a new idea to some, but it has actually been going on for over 40 years.
GreenCut Plasma Fluid Cooling and Performance
Submerged cutting with GreenCut Plasma Fluid keeps the entire plate cooler. It prevents “hot spotting” which reduces any warping of both the cut parts and the scrap plate. The effect of the coolant on the plate also means that you can handle the parts soon after cutting. Dry cut parts can remain hot for hours, posing both an inconvenience and a safety hazard.
Due to its effective cooling capabilities, plasma cutting with LubeCorp GreenCut Plasma Fluid provides an enhanced surface finish on cut parts. Edges are cut cleaner than with dry cutting or with a simple water bath.
Designed especially for the environment of a plasma table under the continuous heat of a plasma torch, GreenCut will not thermally break down. This means added safety for operators and greatly extended periods before coolant change out is required.
GreenCut contains antifoam, rust prevention and antibacterial chemistry. It biodegrades up to 5% of oil wastes which means no stench and extended coolant life. You can avoid coolant change outs for at least one year with proper maintenance, pump circulation and filtering.
Parts are easily rinsed off with water; GreenCut will not leave any marks.
GreenCut Plasma Fluid is sold as a concentrate. It mixes 1 part GreenCut to 20 parts water.
Safety Using GreenCut Plasma Fluid
GreenCut Plasma Fluid is formulated with worker safety in mind. It is easy on the hands and helps to heal lacerations and dermatitis. The vapors won’t cause asthma or other breathing problems. It is totally safe for humans, animals, fish, land, air and water.
For food processing facilities, GreenCut has been approved for use by the Canadian Food Inspection Agency.
Materials
Various materials can be cut effectively using GreenCut including:
- Carbon steel
- Stainless steel
- Brass
- Inconel
- Titanium
- Aluminum
Noise Level
Noise emitted by the plasma arc is significantly reduced when submerged cutting using GreenCut Plasma Fluid. When dry cutting, noise from the plasma arc can exceed 120 dB which adds the requirement of hearing protection for the operator and anyone else working near the plasma table. Submerged cutting can reduce that noise by up to 40 dB bringing the sound levels well below the 85 dB mark allowable for continuous exposure. This can totally change the working environment, especially in a small shop.
Smoke Reduction
Under-coolant plasma cutting greatly reduces the amount of smoke in your shop as the GreenCut Plasma Fluid will contain the majority of the plasma smoke within the water table. Since it contains no oil and does not burn, the arc will not generate any smoke from burning the coolant either. Dry cutting can produce billowing clouds of smoke which can cause a breathing hazard requiring the use of a respirator or an expensive ventilation system.
Glare from the Plasma Arc
Another noticeable benefit of submerged plasma cutting is that the brightness of the arc is significantly reduced. Dry cutting, like welding produces an arc so bright that very dark goggles or a welding helmet need to be worn to prevent serious eye damage. When the arc is submerged, it appears as a bubbling reddish purple glow. Eye protection should still be worn, but those extremely dark shades become unnecessary.
GreenCut Plasma Fluid Table Circulation System Installation
For best operating results including biodegradation of any waste oils that enter the coolant in the water table, LubeCorp recommends the installation of a coolant circulation system. Circulation with filtration eliminates particles from captured smoke and slag which makes the coolant last longer. LubeCorp recommends using 5 micron filtration for best results.
This write-up is based on a 100 US gallon table capacity with table dimensions 9′ x 4.5′ x 0.333′. At a dilution ratio of 20:1 you would need 5 gallons of GreenCut Plasma Fluid for the initial start-up. It is advisable to have extra GreenCut on hand for topping up the table’s coolant level in day to day operations. The pH level of the table should always be kept above 9 (check it weekly).
This information is applicable for plasma water tables with capacities ranging between 50 US gallons to 400 US gallons. Tables with capacities greater than 400 gallons should have a larger pump. Please contact us if you have a larger system and require assistance with pump sizing, etc.
Note that if your plasma table is not brand new and has already been used with another coolant, it will need to be drained and the other coolant disposed of. Additionally, you will need to clean out any rust, slag and sludge from the empty table before the initial fill with GreenCut Plasma Fluid.
GreenCut Plasma Fluid Coolant Table
50 to 400 US gallons capacity
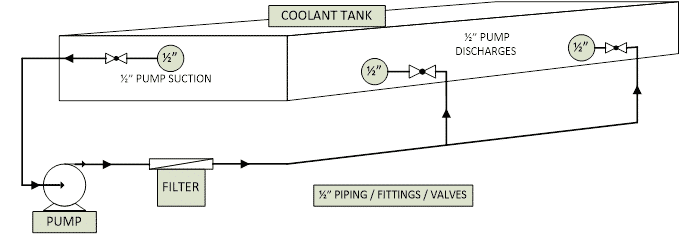
The drawing above is representative of a typical plasma table coolant circulation system. The suction for the pump is taken off the top half of the table to prevent slag from damaging the pump. Heavy deposits of slag settle in the bottom of the table where they can be periodically cleaned out. The filter system filters out the fine particles that are suspended in the coolant. The discharge from the pump is pushed into the lower part of the tank to push the existing slag out of the way.
This size of plasma table needs a 1/25 horsepower pump. We have listed a suggested pump below. Using the suggested pump provides 4 cycles of the entire table per day at 0.5 gallons per minute. This drops to 2 cycles per day on a 400 US gallon table.
1/2″ piping is what LubeCorp suggests for this setup. It is safer and may outlast the table. For total table circulation, you will have one 1/2″ suction with 1/2″ piping and two 1/2″ discharges with one 1/2″ header. In addition to the pump, we also have a recommended filter system shown below.
The illustration above shows how your table should be piped up. 1/2″ plug valves and 1/2″ sch. 40 steel pipe and fittings, all screwed are suggested and are fine for table sizes of 50 to 400 US gallons.
If you do not cut with your table regularly, start up the circulation system for a couple of hours every 2 to 3 days to prevent mold formation, etc. caused by stagnant coolant. This ensures intermolecular contact between the GreenCut Plasma Fluid and bacteria which may try to form as a mold on the coolant surface.
It is assumed that the cutting table contains a bladder or some other form of coolant lift system to bring the coolant level up to touch or fully submerge the plate. For both safety and cutting finish reasons, it is very important to eliminate air gaps between the plate being cut and the coolant. One such reason is to capture the smoke from plasma cutting which shouldn’t be breathed. It should be remembered that plasma torches cut under temperatures between 7,000 and 25,000 degrees F. Under these temperatures, some of the metal is vaporized into the smoke. This is very unhealthy to breathe.
Suggested Pump and Filtration System
The suggested pump is shown below. This Grundfos Brute Three Speed pump is 1/25 horsepower, has a flow range of 0-17 GPM with a head range of 0-19.5 feet.
(paid link)
The suggested Pentek #10 Big Blue Filter Housing and Pentek DGD-5005 Sediment Filter Cartridges are graduated to filter the GreenCut Plasma Fluid mixture from 50 microns down to 5 microns. Larger particle waste is trapped in the outer layers of the filter while smaller particles move further in to clean the coolant down to 5 microns in one step.
(paid links)
Disclosure: As an Amazon Associate I earn from qualifying purchases.

